2017年加工中心技师理论试题(1)
-
试述刀具磨损的一般规律及刀具磨钝标准。并说明如何确定刀具磨钝标准。
-
当加工中心机床参数出现问题时,通常采用什么方法来恢复数据?并简述数据恢复操作的步骤。
-
简述测量工件平面度误差的方法,并简述每种方法的优缺点。
-
工件轮廓有两处相同尺寸、形状需要加工。为了简化编程,除了采用子程序编程,还可采用______指令编程。
-
何为CAD/CAM技术?它有何功能?
-
测量平面度误差时,常将平面平晶工作面贴在被测表面上,并稍加压力,就会有干涉条纹出现。干涉条纹越多,则平面度误差______
-
以工件的外圆柱表面作定位基准时,定位元件可以用圆柱孔、______、V型块和自动定心等方式定位。
-
用“测量______原则”检测形位误差,就是通过被测要素上具有代表性的参数来评定形位误差值。
-
作为加工中心的操作人员,应把齿轮箱体、减速器壳体或阀体这样的零件安排在 ______上加工。
-
衡量数控机床可靠性的指标有三个,即______、平均修复时间(或MTTR)和有效度A。
-
夹紧力作用点应尽量靠近______,以提高定位稳定性,避免加工中振动。
-
在相同刀具直径及行距下,残留高度在曲面倾斜角为______时最大,在0、90时最小。
-
人、机器、材料和环境等因素对产品加工过程的质量综合作用,称为______质量。
-
按照机床运动的控制轨迹分类,加工中心属于______。
-
槽轮的静止可靠性和不能反转,是通过槽轮与曲柄的______实现的。
-
加工中心与一般普通数控机床的显著区别是具有对零件进行复合工艺加工的能力,有一套______。
-
CAD软件提供的常用实体造型方法有______、旋转、扫描等。
-
由于工艺系统受力变形,使______的正确位置关系发生变化,从而造成零件的加工误差。
-
凸轮是一个能控制______运动规律,而具有曲线轮廓或凹槽的构件。
-
某加工中心的X轴动作异常,维修人员在查找故障时将X轴和Z轴电动机的电枢线和反馈线对调,进行点动操作,并根据对调后出现的现象进行分析,查找故障。这种方法称为______。
-
尺寸链的两个特征是封闭性和______。
-
交流伺服电机分为交流感应式伺服电机和______伺服电机。
-
自动编程软件中,将刀位文件转换成数控机床系统可执行的数控程序的过程称为______。
-
除()外,其他三个原因都会引起加工中心的主轴噪声。
- A.电动机与主轴传动带过紧
- B.碟型弹簧位移量较小
- C.齿轮啮合间隙不均匀或齿轮损坏
- D.传动轴承损坏或传动轴弯曲
-
切削过程中工件或切屑上的硬质点将刀具表面上的微粒擦掉而造成的磨损称为______。
-
在下列几种平面度误差的评定方法中,只有()符合平面度误差的定义,其余均是近似的评定方法。
- A.最小区域法:包容实际表面距离为最小的两平行平面间的距离作为平面度误差值
- B.最大直线度法:以被测平面上个测量截面内的最大直线度误差作为平面度误差值
- C.三点法:以被测平面上相隔最远的三个点组成的理想平面作为评定误差的基准面,来计算平面度误差
- D.对角线法:以通过被测平面上的一条对角线且与另一条对角线平行的理想平面为评定基准来计算平面度误差。
-
在下列选项中,对于“全面质量管理”中的“质量”概念表述最为准确、全面的是()。
- A.产品质量和每件成品的重量
- B.工作质量和产品数量
- C.工序质量、产品数量和每件成品的重量
- D.产品质量和工作质量
-
判断交流伺服电机是否有故障,可将电动机与机械装置分离,在断电状态下,用手转动电动机转子。下列四种情况,()表示电动机无故障。
- A.转子能连续转几圈并自由停下
- B.转动转子时感觉有阻力,转一个角度后手放开,转子有返回现象
- C.用手转不动电动机的转子
- D.转动转子时感觉无阻力,转一个角度后手放开,转子无返回现象
-
作为加工中心的操作人员,应把齿轮箱体、减速器壳体或阀体这样的零件安排在()上加工。
- A.普通铣床
- B.数控铣床
- C.卧式加工中心
- D.立式加工中心
-
有效度A是衡量数控机床稳定性和可靠性的一个指标,它的表达式是()。其中:MTBF表示平均无故障时间;MTTR表示排除机床故障的修理时间。
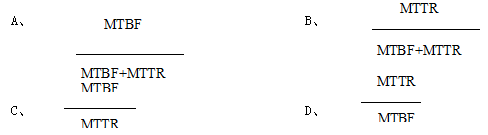
- A.
- B.
- C.
- D.
-
某加工中心的X轴动作异常,维修人员在查找故障时将X轴和Z轴电动机的电枢线和反馈线对调,进行点动操作,并根据对调后出现的现象进行分析,查找故障。这种方法称为()。
- A.同类对调法
- B.备件更换法
- C.观察检测法
- D.原理分析法
-
下面选项中,()不属于线框建模的特点。
- A.数据结构简单、存储量小
- B.对硬件要求不高、处理时间少
- C.常用来表达二维几何信息,如车间布局运动机构模拟、杆梁有限单元的显示等
- D.可进行物性计算,如物体的表面积、体积等
-
加工中心的自动测量是指在加工中心上安装一些测量装置,使其能按照程序自动测出()。
- A.零件的尺寸
- B.刀具长度
- C.零件的尺寸及刀具尺寸
- D.刀具磨损
-
在机械传动中能缓冲减振,并能起到过载安全保护作用的传动是()。
- A.带传动
- B.摩擦轮传动
- C.齿轮传动
- D.链传动
-
关于误差复映的描述,()是不正确的。
- A.加工前的误差以类似的形状反映到加工后的工件上去。
- B.若一批工件的毛坯尺寸不一,加工后的工件仍有尺寸不一的误差。
- C.误差复映系数ε(ε<1)定量地反映了毛坯误差经加工后所减少的程度。
- D.工艺系统的刚度越大,误差复映的现象就越明显。
-
在下列选项中,对于“全面质量管理”中的“质量”概念表述最为准确、全面的是()。
- A.产品质量和每件成品的重量
- B.工作质量和产品数量
- C.工序质量、产品数量和每件成品的重量
- D.产品质量和工作质量
-
曲面精加工,()方案最为合理。
- A.球头刀环切法
- B.球头刀行切法
- C.立铣刀环切法
- D.立铣刀行切法
-
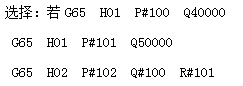
则计算结果#102被赋值为()mm
- A.90000
- B.90
- C.10000
- D.10
-
某加工中心液压系统出现输油量不足的故障,下列四个原因中,你认为()原因可以排除。
- A.齿轮泵滤油器中有污物,管道不畅通
- B.溢流阀调定压力偏低
- C.换向阀内泄露量大或滑阀与滑体配合间隙过大
- D.油温高
-
某加工中心在主轴转速指令为零时,主轴仍往复转动,调整零速平衡和漂移补偿也不能消除故障,这说明()。
- A.主轴转速偏离指令值
- B.主轴有定位抖动
- C.主轴伺服系统受到外界干扰
- D.主轴转速与进给不匹配
-
关于CAM软件模拟仿真加工,下列说法错误的是()。
- A.可以把零件、夹具、刀具用真实感图形技术动态显示出来,模拟实际加工过程
- B.模拟时将加工过程中不同的对象用不同的颜色表示,可清楚看到整个加工过程,找出加工中是否发生过切、干涉、碰撞等问题
- C.通过加工模拟可以达到试切加工的验证效果,甚至可以不进行试切
- D.可以模拟刀具受力变形、刀具强度、韧性、机床精度等问题
-
某加工中心的进给伺服系统在沿X轴向进给时出现振动,并且振动周期与进给速度有关,这表明()。
- A.X轴的速度环增益太高或速度反馈有故障
- B.X轴的位置环增益太高或位置反馈有故障
- C.X轴的电流环增益太高或电流反馈有故障
- D.系统加减速时间设定过小
-
下列建模方法中()是几何建模方法。
- A.线框建模、特征建模、参数建模
- B.特征建模、实体建模、曲面建模
- C.线框建模、实体建模、曲面建模
- D.特征建模、线框建模、行为建模
-
在机械传动中,传动效率高、结构紧凑、功率和速度适用范围最广的是()。
- A.带传动
- B.摩擦轮传动
- C.链传动
- D.齿轮传动

