焊工技师理论知识练习卷(五)
-
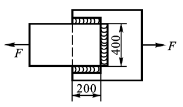
31. 如图所示,构件板厚为10 mm,焊角尺寸为8 mm,材料为Q235一A,试求该焊缝能承受多大的拉力?(该焊缝许用剪应力[τ’]=100 MPa)
-
29. 钎剂的主要作用是什么?
-
30. 什么是焊接结构的可靠性?
-
28. 手工钨极氩弧焊焊机启动后,无氩气输送的原因是什么?
-
27. 电渣焊在引弧造渣阶段应采用比正常焊接稍低的电压和小的电流,以延长造渣时间。
- 正确
- 错误
-
25. 采用电渣焊焊接中碳钢和低合金钢时必须预热。
- 正确
- 错误
-
26. 电渣焊焊缝金属的化学成分和力学性能主要是通过调整焊剂的合金成分加以控制的。
- 正确
- 错误
-
24. 工装夹具设计时,应选择夹紧力的作用点,板件越薄,点距越大。
- 正确
- 错误
-
21. 在焊件装配过程中,确定位置或尺寸的依据叫基准。
- 正确
- 错误
-
23. 传动机构与夹紧元件结合起来便构成了夹紧机构。
- 正确
- 错误
-
22. 在焊接工装夹具的设计中,定位元件可以作为受力构件。
- 正确
- 错误
-
20. 管道下向焊接时,( )不是热焊的作用。
- A.加固根焊道
- B.保证良好成形
- C.防止产生裂纹
- D.防止焊道断裂
-
19. 管道手工立向下焊接时,底层焊道焊完后应立即进行热焊,时间间隔不宜超过( )。
- A.5 min
- B.10 min
- C.8 min
- D.2 min
-
17. 管道下向焊时,两长管段连接的固定口及管子与管件焊接,宜选用( )焊条。
- A.纤维素型
- B.低氢型
- C.石墨型
- D.钛钙型
-
18. 管道下向焊时,管口组对宜选用内对口器,在撤离内对口器前必须完成( )的根焊。
- A.80%
- B.50%
- C.100%
- D.20%
-
16. 管道立向下焊接时,应根据不同的管材和输送介质选择不同的焊条。输油管线宜选用( )立向下焊条。
- A.纤维素型
- B.低氢型
- C.石墨型
- D.钛钙型
-
14. 下向焊与传统的上向焊相比不具有( )的优点。
- A.生产效率高
- B.操作灵活,适用性广
- C.易学习掌握
- D.焊接速度快
-
15. 下向焊特别适用于( )的焊接。
- A.精密微型器件
- B.储罐
- C.大口径长输管道
- D.船体结构
-
12. 对电渣焊接头内部质量进行无损探伤检查,主要采用( )探伤。
- A.射线
- B.涡流
- C.超声波
- D.磁粉
-
13. 电渣焊后,应尽快进行热处理,否则易产生( )。
- A.热裂纹
- B.冷裂纹
- C.层状撕裂
- D.应力腐蚀裂纹
-
11. 电渣焊时,( )不会产生未焊透。
- A.焊接电流过低
- B.渣池太深
- C.焊丝送进速度太小
- D.未及时进行焊后热处理
-
9. 电渣焊时,由于沿焊缝高度、焊缝横向收缩值不同,焊缝上部装配间隙与下端相比应( )。
- A.大些
- B.小些
- C.相同
- D.小些或相同
-
10. 在电渣焊过程中,焊接电流和( )成严格的正比关系。
- A.焊接电压
- B.焊丝直径
- C.焊丝送进速度
- D.渣池深度
-
7. 电渣焊肘,为迅速而容易地形成电渣并能保证电渣形成过程的稳定性,必须提高液态熔渣的( )。
- A.导热性
- B.导电性
- C.黏度
- D.沸点
-
8. 为保持稳定的电渣过程及减小网路电压波动的影响,电渣焊电源必须是空载电压( )特性电源。
- A.低、感抗小的平
- B.高、感抗小的平
- C.低、感抗小的下降
- D.高、感抗大的下降
-
6. 电渣焊时,熔渣太稠将在焊缝金属中产生( )现象。
- A.未焊透
- B.夹渣和咬肉
- C.气孔
- D.裂纹
-
5. 电渣焊熔渣的作用不包括( )。
- A.预热工件
- B.使焊缝金属缓冷
- C.熔化填充金属和母材
- D.对焊缝金属渗合金
-
4. 电渣焊时,当电渣过程稳定后,焊接电流通过渣池产生的热量可使渣池温度达到( )。
- A.1 600~2 000℃
- B.3 100~3 200℃
- C.2 600~2 800℃
- D.3 300~3 500℃
-
2. 电渣焊是利用电流通过液态熔渣产生的( )作为热源,将工件和填充金属熔合成与焊缝垂直位置的焊接方法。
- A.电弧热
- B.化学热
- C.电阻热
- D.反应热
-
1. 在控制焊接角度变形的夹紧力计算公式
 中,“E”代表的含义是( )。
中,“E”代表的含义是( )。- A.焊件厚度
- B.角变形度
- C.作用点到中心线的距离
- D.焊件材料的弹性模量
-
3. 在电渣焊装置中,焊缝两侧铜滑块的作用是( )。
- A.固定焊件
- B.强制焊缝成形
- C.增加电阻热
- D.传导电流
