焊工技师理论知识练习卷(六)
-
30. 为保证焊接结构安全可靠,在焊接过程中要控制哪些工艺因素?
-
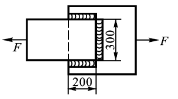
31. 如图所示,构件板厚为10 mm,焊角尺寸为8 mm,材料为Q235一A,承受的拉力F=300 kN,试求角焊缝能承受多大的剪应力?
-
28. 在焊接过程中,自动埋弧焊机发生焊剂停止输送或输送量很小的原因是什么?
-
29. 对钎剂有哪些基本要求?
-
25. 管道下向焊时,不允许存在咬边缺陷。
- 正确
- 错误
-
26. 堆焊的主要目的就是连接焊件。
- 正确
- 错误
-
27. 石油化工容器内壁常采用铜基堆焊金属,以达到抗腐蚀的目的。
- 正确
- 错误
-
23. 管道下向焊管口组对时,若采用外对口器,在对口器撤离前必须完成50%以上根焊。
- 正确
- 错误
-
24. 手工下向焊打底,自保护焊药芯焊丝半自动下向焊填充盖面这一组合工艺,焊接速度快,力学性能好,但抗风能力差,不适合野外施工。
- 正确
- 错误
-
21. 电渣焊时,母材中硫、磷等杂质元素含量过高易产生气孔。
- 正确
- 错误
-
22. 采用下向焊焊接时,可由多个焊工组成连续操作的流水作业班组,它特别适用于球形储罐的焊接施工。
- 正确
- 错误
-
20. 钎焊时,要求钎剂的熔点及最低活性温度应( )的熔点。
- A.低于钎料
- B.高于钎料
- C.低于母材
- D.高于母材
-
18. 软钎料和硬钎料在温度上的分界点是( )。
- A.300℃
- B.400℃
- C.450℃
- D.500℃
-
19. 钎焊使用的软钎料包括( )钎料。
- A.铅基
- B.铝基
- C.银基
- D.铜基
-
15. 钎焊时,因熔化的液体钎料对母材具有很好的( )作用,所以能充分地填满接头间隙。
- A.渗透
- B.扩散
- C.润湿
- D.熔融
-
16. 钎料熔点与母材熔点相比( )。
- A.钎料熔点高
- B.母材熔点高
- C.两者熔点大致相等
- D.二者无法比较
-
17. 钎焊的特点是焊件的( )。
- A.组织和性能变化大
- B.内应力和变形较小
- C.焊缝强度比母材高
- D.结构形状简单
-
13. 氧乙炔堆焊时,一般使用碳化焰,由于其( )作用,会降低堆焊层的韧性。
- A.硬化
- B.渗碳
- C.脱碳
- D.强化
-
14. 电弧稳定,飞溅少,可见度好,堆焊层形状容易控制,但熔敷速度不高的堆焊方法是( )。
- A.激光堆焊
- B.等离子弧堆焊
- C.钨极氩弧堆焊
- D.电渣堆焊
-
12. 在各种堆焊方法中应用最广的是( )堆焊。
- A.埋弧
- B.氧乙炔
- C.焊条电弧
- D.等离子弧
-
10. 当几种堆焊金属都能满足零件的使用要求时,一般情况下应该优先考虑采用( )。
- A.铁基合金
- B.镍基合金
- C.钴基合金
- D.铜基合金
-
11. 在各种堆焊金属中,( )的综合性能最好。
- A.铁基合金
- B.镍基合金
- C.钴基合金
- D.铜基合金
-
9. 通过对零件的( )确定其磨损类型和主要影响因素,并以此来选择堆焊金属的类型。
- A.拉伸试验
- B.失效分析
- C.化学分析
- D.金相分析
-
8. 多层堆焊能降低稀释的影响,一般堆焊( )后性能就趋于稳定。
- A.1层
- B.2层
- C.3层
- D.4层
-
5. 管道下向焊时,同一部位的返修累计次数( )。
- A.不得超过2次
- B.不得超过1次
- C.无限制
- D.为O,不允许返修
-
6. 在实施堆焊工艺过程之前,首先要解决的问题是( )。
- A.选定堆焊合金
- B.确定堆焊方法
- C.制定堆焊工艺
- D.选定堆焊设备
-
7. 为了获得所需要的表面堆焊层组织,节约合金元素,必须尽量降低( )。
- A.熔合比
- B.稀释率
- C.熔敷率
- D.熔敷速度
-
4. 管道下向焊时,当焊缝裂纹累计长度超过焊缝长度的( )时,该焊口必须割掉重焊。
- A.8%
- B.5%
- C.1%
- D.3%
-
3. 管道下向焊时,焊缝咬边深度( )。
- A.不得超过0.5 mm
- B.不得超过0.1 mm
- C.不得超过0.3 mm
- D.不允许存在
-
2. 使用自保护药芯焊丝半自动下向焊进行填充层焊接时,宜采用( )运条方法。
- A.锯齿形
- B.直线往复
- C.直拉
- D.月牙形
-
1. 手工下向焊打底、自保护药芯焊丝半自动下向焊填充盖面时,用纤维素型下向焊条进行第一步填充的目的是为了防止用药芯焊丝焊接时出现( )现象。
- A.烧穿
- B.焊瘤
- C.未熔合
- D.未焊透
