焊工技师理论知识练习卷(七)
-
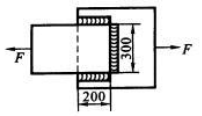
31. 如图所示,构件材料为Q235一A,承受的拉力F=293 kN,角焊缝许用剪应力[τ’]=100 MPa,许用拉力为142 MPa,试设计该角焊缝的尺寸。
-
29. 球罐与圆筒形容器相比具有哪些优点?
-
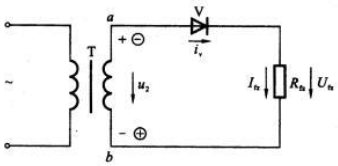
30. 已知某单相半波整流电路(如图所示)输出的直流电压和电流分别为Ufz=24 V,Ifz=4.5 A,问:①变压器的次级电压为多少?②二极管的反向耐压值为多少?
-
27. 镍及镍合金焊接时,焊接电源要采用直流反接。
- 正确
- 错误
-
28. 按下自动埋弧焊机启动按钮,线路工作正常,但不引弧的原因有哪些?
-
26. 镍抗碱类腐蚀的性能仅次于银。
- 正确
- 错误
-
24. 钎焊工件清理前,无须进行脱脂及机械清理。
- 正确
- 错误
-
25. 火焰钎焊设备简单,通用性强,对操作技术要求高。
- 正确
- 错误
-
21. 氧乙炔堆焊的稀释率低,熔化层深度可控制在0.1 mm以内,较易保证堆焊层质量。
- 正确
- 错误
-
22. 钎焊时,润湿角越大,润湿性越好。
- 正确
- 错误
-
23. 钎剂的熔点和沸腾温度都应低于钎料的熔点。
- 正确
- 错误
-
20. 超薄壁材料的焊接( )。
- A.宜选择大功率的电源
- B.容易产生变形和烧穿
- C.采用焊条电弧焊方法
- D.用一般工装夹具
-
19. 一般认为,厚度小于( )的焊件为超薄件。
- A.0.2 mm
- B.0.3 mm
- C.0.8 mm
- D.1.0 mm
-
17. 陶瓷与金属用烧结金属粉末法连接时,金属化气体应使用( )。
- A.O2或N2、H2的混合气
- B.CO2或N2、H2的混合气
- C.CO或N2、H2的混合气
- D.CO或O2、H2的混合气
-
18. 在陶瓷与金属的连接方法中,应用最广泛的是( )。
- A.机械连接法
- B.热压扩散连接法
- C.电子束熔焊法
- D.烧结金属粉末法
-
15. 氧化物陶瓷一般( )。
- A.耐酸而不耐强碱
- B.耐酸而不耐弱碱
- C.耐强碱而不耐酸
- D.耐弱碱而不耐酸
-
16. 陶瓷与金属用烧结金属粉末法连接时,一般要求金属化在( )中进行。
- A.电弧炉或氢气炉
- B.氢气炉或真空炉
- C.冲天炉或真空炉
- D.氢气炉或冲天炉
-
14. 氧化物陶瓷的力学性能特点是强度高、( )。
- A.硬度高、弹性模量大
- B.硬度低、弹性模量大
- C.硬度高、弹性模量小
- D.硬度低、弹性模量小
-
13. 氧化物陶瓷的体积电阻率和介质强度( )。
- A.高,介质损耗因数低
- B.低,介质损耗因数低
- C.高,介质损耗因数高
- D.低,介质损耗因数高
-
12. 镍及镍合金的焊接气孔以( )为主。
- A.H2O
- B.CO
- C.H2
- D.CO2
-
9. 镍的熔点是( )。
- A.1255℃
- B.1 355℃
- C.1 455℃
- D.1 555℃
-
10. 镍及镍合金焊条电弧焊时,防止产生焊缝和基本金属过热的方法是选用较( )。
- A.小电流,较快速度
- B.小电流,较慢速度
- C.大电流,较快速度
- D.大电流,较慢速度
-
11. 镍及镍合金焊条电弧焊时,防止产生热裂纹的方法是采用( )。
- A.酸性焊条
- B.较大的焊接电流
- C.较慢的焊接速度
- D.碱性低氢焊条
-
7. 镍合金的性能特点是耐蚀性( )。
- A.良好,耐热性较差
- B.和耐热性都良好
- C.较差,耐热性良好
- D.和耐热性都较差
-
8. 镍的性能特点是( )。
- A.强度较高,塑性较低
- B.强度较低,塑性较差
- C.强度较高,塑性较高
- D.强度较低,塑性较高
-
4. 通常只有在( )时,钎料是在钎焊时给进的,其他钎焊方法一般都应预先把钎料安置在接头上。
- A.感应钎焊
- B.浸蘸钎焊
- C.电阻钎焊
- D.火焰钎焊
-
5. 广泛用于无线电、仪表等部门钎焊小件、薄件的钎焊方法是( )。
- A.感应钎焊
- B.火焰钎焊
- C.烙铁钎焊
- D.电阻钎焊
-
6. 可同时焊多件、多缝,适于大量生产,成本较低的钎焊方法是( )。
- A.火焰钎焊
- B.炉中钎焊
- C.感应钎焊
- D.浸蘸钎焊
-
3. 钎焊时,( )不会减弱钎料的毛细作用。
- A.接头间隙较小
- B.焊件表面不太光滑
- C.焊件表面有油脂
- D.母材金属钎料溶解过多
-
2. 确定钎焊温度的根本依据是( )。
- A.选用的钎焊方法
- B.焊件母材的熔点
- C.选用钎料的熔点
- D.焊件接头形式和间隙
-
1. 钎焊时,( )因连接面积无法增加,接头的承载能力总是低于母材,所以不推荐使用。
- A.对接接头
- B.搭接接头
- C.T形接头
- D.角接接头

