焊工技师理论知识练习卷(九)
-
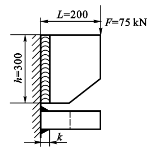
31. 一丁字接头如图所示,已知焊缝金属的许用剪应力[τ’]=100 MPa,设计角焊缝的焊脚尺寸k=8 mm。试求焊缝承载力的大小。
-
30. 两块板厚为5 mm,宽为500 mm的钢板对接焊,两端受300 kN的拉力,材料为Q235-A。试校核其焊缝强度。(焊缝的许用应力[σt']=142 MPa)
-
29. 一般情况下,球罐施焊顺序应遵循什么原则?
-
28. 什么是钢材矫正?
-
27. 较大型的球罐在工地现场安装时,一般都采用散装法。
- 正确
- 错误
-
26. 球罐壳体的温压成形就是在常温状态下,钢板经冲压变形成为球面球壳板的过程。
- 正确
- 错误
-
24. 在焊接结构生产工艺规程的文件形式中,工艺过程卡片主要用于大批量生产的产品标例。
- 正确
- 错误
-
25. 与用等量材料制作的容器相比,球罐的容积最大。
- 正确
- 错误
-
23. 焊接结构产品的生产纲领就是在计划期内应当生产的产品数量和进度计划。
- 正确
- 错误
-
22. 焊接结构工艺过程设计时,除单件小批量生产的简单产品外,都应具有工艺方案。
- 正确
- 错误
-
20. 如图所示,一名焊工单独进行工字梁或柱角焊缝船形焊时的焊接顺序应为( )。
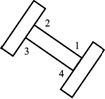
- A.1→2→3→4
- B.1→4→3→2
- C.1→2→4→3
- D.1→3→2→4
-
21. 湿法水下焊接焊条电弧焊时,一般多采用拖焊法,依靠焊条涂料层触及工件来对准焊缝及控制弧长。
- 正确
- 错误
-
19. 箱形断面的梁和柱焊接时,为减少腹板焊接残余压应力的不利影响,可采取的措施中不包括( )。
- A.适当增加腹板厚度
- B.在保证焊缝温度的情况下,减少焊缝截面尺寸
- C.焊腹板用防变形装置
- D.焊接角焊缝时开坡口
-
17. 采用( )不能防止人行过街天桥钢梁的焊接角变形。
- A.尽量小的坡口角度
- B.速度小的焊接方法
- C.拘束夹具
- D.反变形法
-
18. 生产焊接梁和柱的主要环节是备料一装配一焊接一矫正,而( )经常是交叉进行的。
- A.备料和装配
- B.装配和焊接
- C.焊接和矫正
- D.备料和矫正
-
16. 人行过街桥的箱形主梁焊接时,除了拼板,角焊缝或角接接头占有很大的比例,而且焊缝都比较长,所以应优先采用( )方法。
- A.焊条电弧焊
- B.埋弧焊
- C.CO2气体保护焊
- D.钨极氩弧焊
-
15. 人行过街桥组装时,应避免焊缝密集,焊缝应按要求错开一定的距离,一般控制在( )以上。
- A.50 mm
- B.100 mm
- C.150 mm
- D.200 mm
-
14. 利用散装法安装球罐时,中心柱安装后的下一道工序是( )。
- A.吊装赤道板
- B.吊装下温带板
- C.吊装上温带板
- D.赤道纵缝焊接
-
13. 球罐现场散装时,中心柱作为装配和定位的辅助装置,一般由( )的无缝钢管制成。
- A.ψ60~80 mm
- B.ψ80~114 mm
- C.ψ300~400 mm
- D.ψ500 mm
-
12. 利用散装法安装球罐时,最后一道工序是( )。
- A.下极板环缝焊接
- B.球罐附件焊接
- C.几何尺寸检查
- D.球罐整体验收
-
10. 球罐壳体压片时,一般( )的瓣片采用冷压。
- A.直径大、曲率小、厚度小
- B.直径大、曲率大、厚度小
- C.直径小、曲率小、厚度小
- D.直径小、曲率大、厚度大
-
11. 在球壳板的成形加工中,具有加热时间短、氧化皮少等优点的冲压成形是( )成形。
- A.温压
- B.热压
- C.滚压
- D.液压
-
9. 球罐壳体压片时,一般( )的瓣片采用热压。
- A.直径小、曲率大、厚度大
- B.直径小、曲率小、厚度大
- C.直径大、曲率大、厚度小
- D.直径大、曲率小、厚度小
-
8. 按支柱形式的不同,球罐可分为赤道正切式、( )。
- A.支柱式、裙座式
- B.V形支柱式、三柱合一式
- C.足球式、橘瓣式
- D.单层式、多层式
-
7. 在球罐用钢中,( )钢的焊接性能较差,但钢板厚度一般在40 mm以下,可以避免焊后整体热处理。
- A.16MnR
- B.15MnVR
- C.WEL-TEN62
- D.HY-80
-
6. 球罐的壳体是由多块压制成形的曲面球瓣拼接而成的,其中( )式球罐因安装比较方便,焊缝位置规则而在国内应用最广泛。
- A.橘瓣
- B.足球瓣
- C.混合
- D.月牙瓣
-
5. 某单位生产产品的年产量为100台,其生产类型是( )。
- A.单件生产
- B.小批量生产
- C.中批量生产
- D.大批量生产
-
4. 在保证焊接结构生产过程的“四性”要求中不包括生产过程的( )。
- A.连续性
- B.平行性
- C.比例性
- D.先进性
-
3. 在焊接结构生产过程中,采用先进工艺的目的是保证产品质量,提高生产效率,改善劳动条件和( )。
- A.满足业主要求
- B.满足设计要求
- C.降低生产成本
- D.不污染环境
-
2. 在焊接结构工艺过程设计程序中,综合工艺过程分析的结果从而提出制造产品的工艺原则和主要技术措施,对重大问题作出明确规定的过程称为( )。
- A.设计准备
- B.工艺过程分析
- C.批订工艺方案
- D.编制工艺方案
-
1. 在计划期内,应当生产产品的数量和进度计划被称为( )。
- A.产品图样
- B.工艺文件
- C.工艺方案
- D.生产纲领

