焊工技师理论知识巩固卷(一)
-
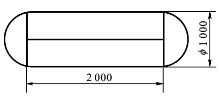
30. 焊接一壁厚20 mm的圆筒形容器,如图所示,其中有一条纵缝及两条环缝。根据图样上焊缝的断面形状与尺寸算得筒的对接纵缝的截面积约为2.42 cm2,封头的对接环缝的横截面积为2.14 cm2,试问21 kg的E5015焊条是否够用?(取药皮的质量系数Kb=0.40,焊条的转熔系数Kn=0.79)
-
29. 焊缝质量检验的主要项目及方法是什么?
-
28. 对于重要焊接结构使用的钢材,为什么要进行复验?
-
26. 工程质量验收程序应按分项工程、分部工程和单位工程的顺序逐级进行。
- 正确
- 错误
-
27. 根据GB 50268《给水排水管道工程施工及验收规范》标准规定,管道任何位置都不得有十字形焊缝。
- 正确
- 错误
-
25. 在焊接结构质量验收依据中,检验文件只包括工艺规程和检验规程。
- 正确
- 错误
-
24. 焊接结构的焊缝返修后不需进行重新检验。
- 正确
- 错误
-
23. 质量控制标准建立了一个为改进焊接质量而努力的目标,所以说质量控制目标也是一个质量努力目标。
- 正确
- 错误
-
21. 在锅炉压力容器和压力管道中,电弧擦伤是不允许存在的焊接缺陷。
- 正确
- 错误
-
22. 未焊透产生的材料因素是焊条的化学成分。
- 正确
- 错误
-
20. 规定了钢制压力容器的设计制造检验和验收要求的国家标准是( )。
- A.JB 4708
- B.GB 150
- C.GB 50236
- D.GB 50235
-
19. 根据CJJ2《市政桥梁工程质量检验评定标准》中的有关要求,梁柱等钢结构型钢的不直度每米范围内不超过( )。
- A.0.1 mm
- B.0.2 mm
- C.0.4 mm
- D.0.5 mm
-
18. 根据CJJ2《市政桥梁工程质量检验评定标准》中的有关要求,在梁柱等钢结构外观质量三级评定标准中,直径小于或等于1.0 mm的气孔,在1 000 mm长度范围内不得超过( )。
- A.2个
- B.3个
- C.4个
- D.5个
-
16. 根据GB 50268《给水排水管道工程施工及验收规范》规定,壁厚为6 mm的管道焊接时,错边量应小于或等于( )。
- A.0.6 mm
- B.1.2 mm
- C.1.8 mm
- D.2.4 mm
-
17. 根据CJJ2《市政桥梁工程质量检验评定标准》中的有关要求,梁柱等钢结构矫正后的钢板表面应无明显的凹面,损伤表面划痕深度不大于( )。
- A.0.1 mm
- B.0.2 mm
- C.0.4 mm
- D.0.5 mm
-
15. 根据GB 50236《给水排水管道工程施工及验收规范》规定,将不同壁厚的管节对口时,管壁厚度相差不宜大于( )。
- A.1.5 mm
- B.2 mm
- C.2.5 mm
- D.3 mm
-
13. 竣工验收签证书生效后,确定交接日期,最后由( )宣布竣工。
- A.建设单位总工程师
- B.技术监督局主管科长
- C.总监理工程师
- D.施工单位总工程师
-
14. 根据GB 50236《现场设备、工业管道焊接工程施工及验收规范》规定,若同一管节允许有两条纵缝,其间距不应小于( )。
- A.100 mm
- B.150 mm
- C.200 mm
- D.600 mm
-
12. 工程竣工验收签证书必须有建设单位、( )的联合签字方能生效。
- A.监理单位
- B.施工单位
- C.施工单位和监理单位
- D.技术质量监督局
-
11. 工程质量的验收工作一般应由( )负责。
- A.监理工程师
- B.甲方代表
- C.质检员
- D.技术监督局
-
10. 工程项目内容不同,而工程质量验收的标准相同。钢结构工程应符合的国家标准是( )。
- A.GB 150
- B.GB 50236
- C.GB 50235
- D.CJJ2
-
8. 从事焊接结构质量检验工作的指导性文件是( )。
- A.施工图样
- B.技术标准
- C.订货合同
- D.检验文件
-
9. 施工图样是焊接结构生产中使用的最基本资料。图样中规定的内容不包括( )。
- A.原材料
- B.焊缝位置
- C.坡口形式
- D.技术标准
-
6. 在焊接结构质量检验方法中,不能用于检验焊缝表面缺陷的是( )。
- A.磁粉探伤法
- B.着色探伤法
- C.超声波探伤法
- D.荧光探伤法
-
7. 焊接结构质量检查报告的焊接资料部分不包括( )的内容。
- A.焊接方法
- B.焊接工艺
- C.焊工钢印
- D.焊接检验
-
3. 制定焊接缺陷质量分级标准的主要目的是为( )提供分级要求。
- A.检验焊接工艺水平
- B.考核焊工操作技能水平
- C.产品验收提供评定依据
- D.制造质量的控制
-
4. 只有具有( )的人员,才能采用合于使用标准对压力容器进行焊接质量评定。
- A.综合判断能力
- B.资格认可、断裂安全分析资格
- C.综合判断经验
- D.焊接经验
-
5. 在焊接结构质量检验方法中,( )不能用于检验焊缝内部缺陷。
- A.X射线探伤法
- B.γ射线探伤法
- C.超声波探伤法
- D.荧光探伤法
-
2. 压力容器行业应用的主要工艺标准是JB 4708《钢制压力容器焊接工艺评定》和( )。
- A.JB/T 4735《钢制焊接常压容器》
- B.JB/T 4730《压力容器无损检测》
- C.GB 150《钢制压力容器》
- D.JB 4709《钢制压力容器焊接规程》
-
1. 钢材焊接接头形成冷裂纹的三大因素是( )、焊接接头含氢量及其分布和焊接接头所承受的拘束应力状态。
- A.焊接工艺和冷却条件
- B.不均匀加热
- C.焊后没有做消氢处理
- D.钢材的淬硬倾向
